

Handgewindebohrer

























Wofür dienen die Nuten am Handgewindebohrer ?
Die Nuten an Gewindebohrern werden benötigt, um beim Schneidvorgang die Späne in eine bestimmte Richtung zu transportieren. Handgewindebohrer haben gerade Nuten, Einschnittgewindebohrer und Maschinengewindebohrer können gerade oder spiralförmige Nuten besitzen.
Welche Bedeutung hat ein Vorschneider, Mittelschneider & Fertigschneider bei Handgewindebohrern?
Man unterscheidet bei Handgewindebohrer-Sätzen zwischen 2-teilige und 3-teilige Sätze. Der 3-teilige Satz ist für das Grobgewinde gedacht. Der 2-teilige Handgewindebohrer Satz wird meist für Feingewinde verwendet. Ein 3-teiliger Handgewindebohrer Satz besteht aus 3 Gewindebohrern. Der Vorschneider ist der erste Handgewindebohrer, der benutzt wird für das Innengewinde. Er ist zu erkennen an seinem langen Anschnitt der Form A von 6 bis 8 Gang. Er hat ebenso ein Ring am Schaft als Markierung. Der Mittelschneider wird, nachdem der Vorschneider im Einsatz war, verwendet. Der Mittelschneider hat einen mittleren Anschnitt der Form D von 3,5 bis 5 Gang. Er ist markiert mit zwei Ringen am Schaft. Als letzten Arbeitsgang kommt der Fertigschneider zum Einsatz. Wie der Name schon verrät, schneidet er das Ziel Gewinde fertig. Er hat einen kurzen Anschnitt der Form C von 2 bis 3 Gang. Der Fertigschneider ist zu erkennen, da er als einziger keinen Ring hat als Markierung. Durch die verschiedenen Anschnitte haben die Handgewindebohrer eine bessere Führungsphase in die Bohrung. Durch die verschiedenen Arbeitsschritte hat jeder Gewindebohrer nur einen kleinen Teil, den er abtragen muss. Aufgrund dieser geringen Belastung verringert sich die Bruchgefahr der Gewindebohrer. Rebell Gewinde-Wissen bietet Ihnen mehr Informationen.
Wie schneide ich ein Innengewinde? Super einfach
Ein Innengewinde kann mit Gewindebohrern von Hand oder mittels einer Maschine geschnitten werden. Man unterscheidet diese mit Handgewindebohrer und Maschinengewindebohrer . Sie möchten ein Innengewinde per Hand schneiden? Wir zeigen Ihnen, wie es geht. Für Ihre eigene Arbeitssicherheit empfehlen wir Ihnen eine Schutzbrille, die Ihre Augen vor Spänen schützt, die beim Gewinde schneiden, entstehen. Für Ihr Ziel Gewinde sollten Sie sich schlaumachen, mit welchem Spiralbohrer Sie das Kernloch bohren. Möchten Sie etwa ein M8 Gewinde schneiden, sollten Sie mit einem Spiralbohrer 6,8 mm ⌀ das Kernloch bohren. Je nach Größe des Gewindes müssen Sie vorbohren, um Ihr Ziel Kernloch zu fertigen. Mit einem Kegelsenker sollten Sie die Kernlochbohrung senken (ungefähr 10 %), damit der Handgewindebohrer eine bessere Führung bekommt in die Bohrung und das Innengewinde ein noch optimales Gewindebild bekommt. Jetzt kommt Ihr Handgewindebohrer zum Einsatz, in unserem Beispiel der M8 Handgewindebohrer. Dieser besteht meist aus einem Vorschneider, Mittelschneider und Fertigschneider. Das Windeisen dient dazu, die Handgewindebohrer am Vierkant einzuspannen. Um das ganze abrunden ist hierfür Schneidmittel oder Schneidspray einzusetzen. Die Schmierung erleichtert das Schneiden des Gewindes und sorgt für eine optimale Oberflächenqualität. Mit unseren Sie Grenzlehren können Sie das geschnittene Gewinde überprüfen. Falls Sie noch Fragen zu Ihrem Einsatz haben, nehmen Sie gerne Kontakt mit uns auf und wir helfen Ihnen gerne weiter.
Wie finde ich den passenden Spiralbohrer, um das Kernloch zu bohren?
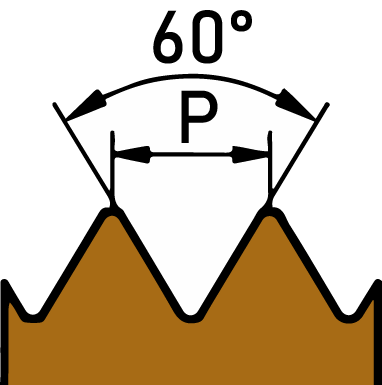
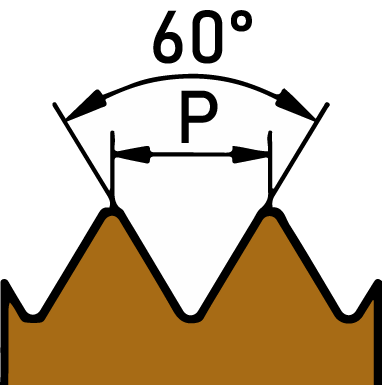
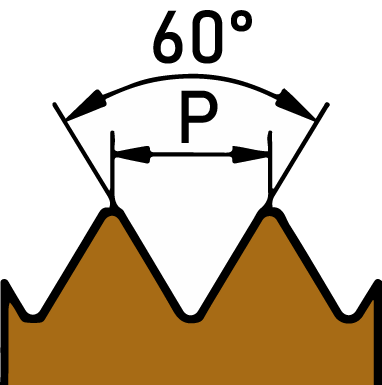
Innengewindebohrer werden nach Nennmaß bezeichnet. So bedeutet ein M 10 Gewindebohrer „M= Metrisch & 10 mm Durchmesser“.
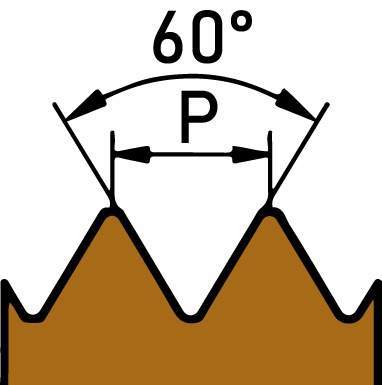
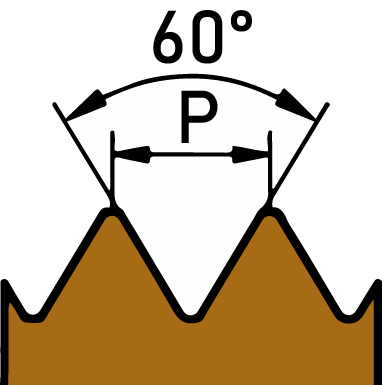
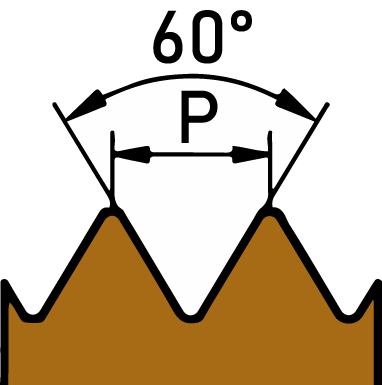
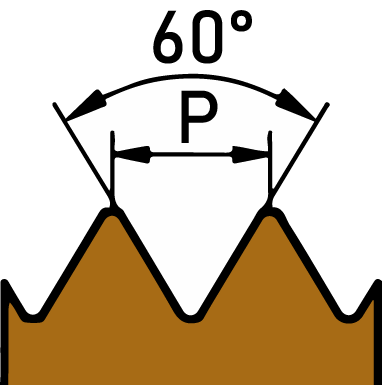
Kernlochdurchmesser = Gewindedurchmesser minus Gewindesteigung
Beispiel anhand des M10:
Kernlochdurchmesser = 10 mm - 1,5 mm = 8,5 mm
Somit wird ein Spiralbohrer von 8,5 mm gebraucht für das M10 Gewinde.
Beschichtungen am Handgewindebohrern
Rebell bietet neben unseren Standard HSS Ausführungen auch vaporisierte und nitrierte Handgewindebohrer an.
Die Vaporisierung beziehungsweise das Dampfanlassen erzeugt eine kristalline Eisenoxidschicht von 0,003 bis 0,010 mm Tiefe, die den Gleitwiderstand und die direkte Reibung zwischen Gewindebohrer und Werkstück verringert und dem Schmierstoff eine bessere Haftung gibt. Dadurch wird die Gefahr von Aufbauschneiden und Kaltaufschweißungen weitgehend vermieden.
Die Nitrierung bewirkt eine Erhöhung der Oberflächenhärte (1.100 - 1.200 HV bei einer Nitriertiefe von 0,02 - 0,03 mm) und eine wesentliche Verbesserung des Verschleißwiderstandes sowie der Gleiteigenschaften. Bei feinen Steigungen unter 0,5 mm besteht allerdings die Gefahr einer Versprödung der Gewindezähne. Die nitrierte Oberfläche empfiehlt sich bei stark verschleißend wirkenden Werkstoffen wie etwa Grauguss, Titanlegierungen, AlSi-Legierungen mit hohem Si-Anteil und Duroplasten. Die Vorteile von beschichten Gewindebohrern sind die Erhöhung der Standzeiten und Verschleißfestigkeit sowie eine Verbesserung der Oberflächengüte geschnittener Gewinde, zusätzlich ermöglicht eine Beschichtung höhere Schnittgeschwindigkeiten.